 询问
询问

- 产品信息
- SUMIKASUPER ™ LCP
- LCP的熔接
SUMIKASUPER™ LCP的熔接
LCP的熔接
从耐久性和焊接强度的角度来看,SUMIKASUPER LCP 经常通过焊接进行接合,其中热板焊接、振动焊接和超声波焊接是代表性的。近年来,使用激光的激光焊接方法也开始流行。
焊接SUMIKASUPER LCP 时,焊接过程中的树脂温度和剪切力(振动)等条件极其重要。下表所示的超声波焊接和 CVT(IR + 振动焊接)适用于焊接SUMIKASUPER LCP。
表 5-1-1 SUMIKASUPER LCP 的典型焊接方法
| 熔接法 | 热板熔接 | 超声波熔接 | 振动熔接 | 激光熔接 | IR熔接 | 无级变速焊接 (红外线+振动焊接) |
|
|---|---|---|---|---|---|---|---|
| 适用于SUMIKASUPER LCP | × 熔点 因为它很贵 不融化 |
○ | × 熔点 因为它很贵 不融化 |
△~× 如果产品较厚 激光 不透明 |
△ | ○ | |
| 熔接性 | 熔接强度 | 兼容范围 有限的 |
○(小饰品◎) | ◎ | ◎ | ○ | ◎ |
| 焊缝外观 | △ | ○ | ○ | ◎ | ◎ | ◎ | |
| 可熔接树脂 | 热塑性塑料 树脂 |
热塑性塑料 树脂 |
热塑性塑料 树脂 |
透明树脂 吸水性树脂 |
热塑性塑料 树脂 |
热塑性塑料 树脂 |
|
| 熔接时间 | ×× | 0.1 ~ 5sec | 2 ~ 10sec | 2 ~ 15sec | 10 ~ 30sec | 5 ~ 30sec | |
| 可熔接尺寸 | 加热器尺寸 依赖 |
名片大码 | 调色板大小 | 尾透镜 程度 |
仪表盘尺寸 | 仪表盘尺寸 | |
| 设计 | 产品形状限制 | 成加热器形状 限制 |
从根本上 平坦的 |
三维形状 | 自由度高 | 来自振动焊接 出色的 |
自由度高 |
| 焊接设计 | 专用设计 | 专用设计 | 专用设计 | 专用设计 | 专用设计 | 专用设计 | |
超声熔接
超声波焊接是一种利用超声波(20 至 40kHz)通过摩擦生热将表面熔化并连接在一起的方法。SUMIKASUPER LCP 的每个等级都可以使用超声波振动进行焊接。即使在250℃热老化1小时后,粘合表面的强度也几乎保持不变。
剪切强度的试验方法
-
图5-2-1超声熔接试验方法

单位:mm
考试条件如下。
- 试件
12.7×78×1.6mm 2个试件
(其中一个试件具有右图所示的突起) - 焊接方式
将试件如右图设置后,在频率19.5kHz、振幅34μm、负载176.4N的条件下振动0.6~0.8秒。 - 测量剪切强度
拉伸速度1.67×10-4测量剪切强度(以米/秒为单位)。
表5-2-1超声波焊接的熔接性 (单位:N)
| 剪切强度 (N) | ||
|---|---|---|
| 熔接后 | 250℃,1小时 热老化 |
|
| E5008L | 650 | 570 |
| E5008 | 510 | 400 |
| E4008 | 460 | 460 |
| E6008 | 740 | 740 |
| E6006L | 710 | 650 |
红外熔接
红外 (IR) 焊接是一种非接触式加热和连接塑料部件的新技术。由于红外线仅照射到关节处,因此其他部位不会受到热量的影响,从而获得美丽的效果。超声波焊接和振动焊接使用振动,可能会出现划痕问题,但红外焊接采用非接触式加热,因此不会出现划痕。SUMIKASUPER LCP 能够进行红外线焊接。
图5-3-1 SUMIKASUPER LCP IR焊接测试方法
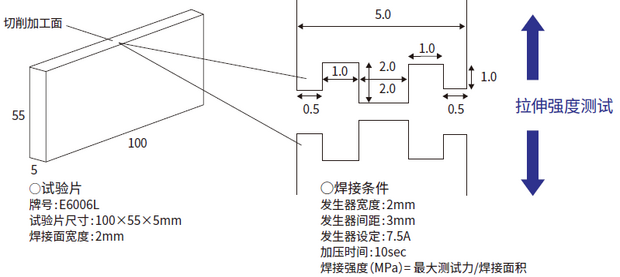
表5-3-1 SUMIKASUPER LCP的IR粘合强度
| IR照射时间 (s) | 加压 (MPa) | 熔化量 (mm) | 熔接强度 (MPa) |
|---|---|---|---|
| 40 | 1.5 | 1.2 | 13.2 |
| 50 | 1.5 | 1.5 | 12.8 |
| 50 | 3 | 1.8 | 13.1 |
CVT (IR+振动) 熔接
SUMIKASUPER LCP 无法通过振动焊接进行焊接,因为它不能产生足够的热量,但可以在预先用 IR 加热后通过振动焊接进行焊接。与超声波焊接相比,它可以处理更大的成型产品。此外,如果您想提高焊接强度,我们建议采用 CVT(红外+振动)焊接。
图5-4-1 SUMIKASUPER LCP CVT焊接试验方法
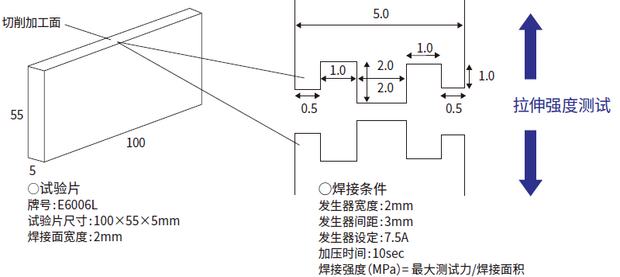
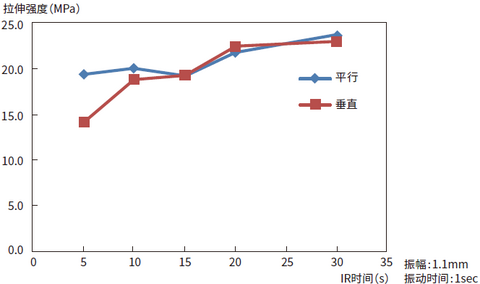
图5-4-2 SUMIKASUPER LCP CVT 粘合强度
激光熔接
激光焊接是通过照射激光并在与物体的界面处产生热量来进行焊接的方法。树脂的激光焊接结合了“透光树脂”和“吸光树脂”。SUMIKASUPER LCP 可以进行激光焊接,但请注意以下几点。
<传动侧材料>
SUMIKASUPER LCP填料填充度高,激光(红外线)透过率低,因此需要降低成型品的厚度。可激光焊接的成型品的厚度为0.3mm以下(0.3mm以上的厚度请联系我们的销售代表)。由于红外线的透过率较低,为10~30%,因此条件范围较窄。对于可激光焊接的LCP,适合使用少量填料的牌号,以及仅使用玻璃纤维的牌号。此外,添加无机填料的牌号也不适合,因为它们的透光率较低。
<吸收侧材料>
使用与传输侧材料相同的黑色等级。
图5-5-1 SUMIKASUPER LCP激光焊接测试方法
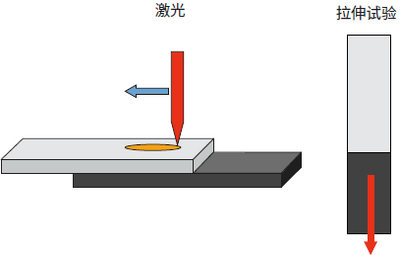
表5-5-1 SUMIKASUPER LCP的激光焊接强度
| 透射侧 | 吸收侧 | 玻璃板 | 熔接强度 (MPa) | ||
|---|---|---|---|---|---|
| 等级 | 试件厚度 | 等级 | 试件厚度 | ||
| E6008 | 0.3mm | E6008 B | 0.5mm | 未使用 | 8.6 |
| E6008 | 0.3mm | E6008 B | 0.5mm | 使用 | 10.2 |
| E4008 | 0.3mm | E4008 B | 0.5mm | 未使用 | 10.1 |
| E6007LHF | 0.3mm | E4008 B | 0.5mm | 未使用 | 15.6 |