询问
询问

- 产品信息
- SUMIKASUPER LCP
- LCP的成形加工性
SUMIKASUPER LCP的成型加工性
表观熔融粘度
SUMIKASUPER LCP 的表观熔融粘度的剪切速率依赖性和温度依赖性如下所示。与其他工程塑料相比,SUMIKASUPER LCP 的表观熔融粘度受剪切速率和温度的影响很大,因此成型性会根据注塑过程中的注射速度、料筒温度和剪切生热而发生很大变化。SUMIKASUPER LCP的粘度较低,对剪切速率的依赖性很强,因此即使提高注射速度,压力也不会增加,可以进行高速注射成型。在适当的注塑条件下,它表现出极低的粘度,可以填充到薄壁制品或复杂形状的制品中。另一方面,需要控制注射速度和料筒温度,并检查由于磨损等引起的剪切力的变化。
图4-2-1表观熔融粘度的剪切速度依赖性
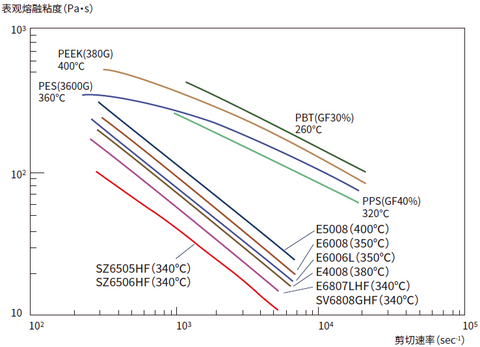
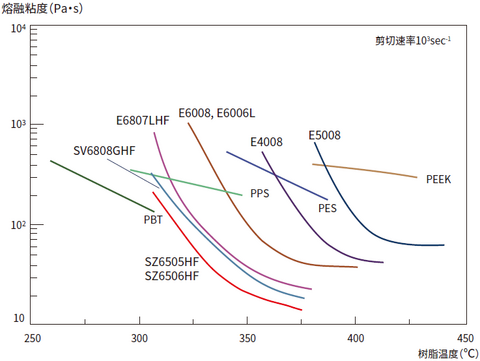
图4-2-2表面熔融粘度的温度依赖性
薄壁流动性
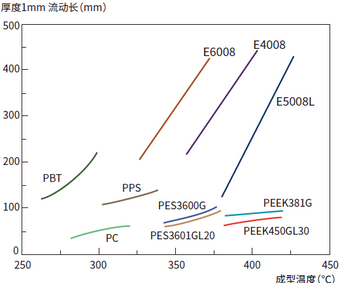
与其他工程塑料相比,SUMIKASUPER LCP 表现出优异的薄壁流动性。图4-2-4为使用图4-2-3所示模具测得的各等级(厚度0.2、0.3mm)的薄壁流动性,长度如图4-2-5所示。
图4-2-3薄壁流动长度测量模具 (单位:mm)
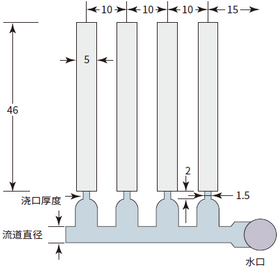
| 产品厚度: | 0.3mm |
| 跑步者: | 4.0mmφ |
| 门: | 0.3t×1.5w×2.0L |
| 流动长度为4腔平均 | |
| 产品厚度: | 0.2mm |
| 跑步者: | 3.0mmφ |
| 门: | 0.2t×1.5w×2.0L |
| 流动长度为4腔平均 | |
| 成型机: | 日精树脂工业PS10E1ASE |
| 注射压力: | 0.2mm厚度:90MPa 0.3mm厚度:60MPa |
| 射出速度: | 0.2mm厚度:95% 0.3mm厚度:60% |
| 模具温度: | 130℃ |
图4-2-4薄壁流动性
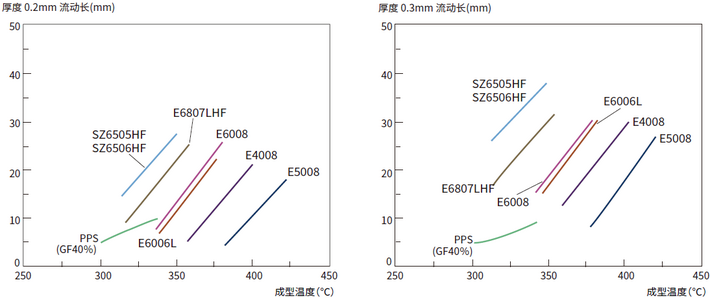
图4-2-5各种工程塑料的1mm厚的流动性
薄壁流动长度
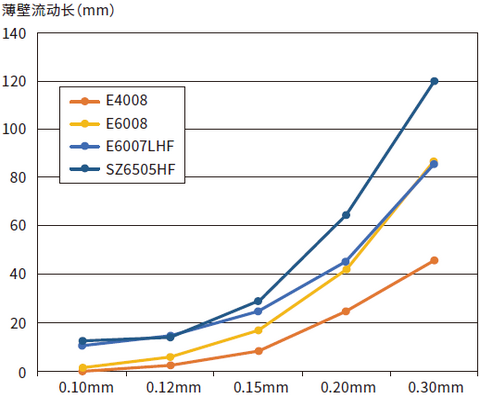
由于SUMIKASUPER LCP的薄壁流动长度取决于成型条件和形状,因此可以在成型条件保持恒定的情况下相对比较树脂的流动性。关于SUMIKASUPER LCP的薄壁流动性,我们显示了改变注射压力时的流动长度。SUMIKASUPER LCP即使在样品厚度为0.1mm时也具有高流动性,可适用于各种成型条件和各种形状。
薄壁流动性测量条件(0.10mm, 0.12mm, 0.15mm, 0.20mm, 0.30mm)
- 射出成型机:ROBOSHOT S-2000i30B (FANUC公司制造)
- 树脂温度:标准成型温度
- 模具温度:120°C
- 注射速度:200mm/sec
图4-2-6薄壁流动长度测量模具

图4-2-7薄壁流动长度
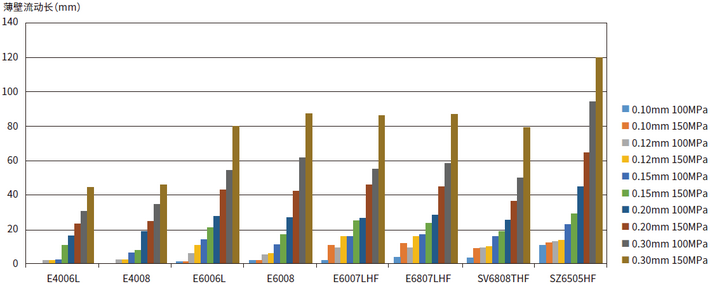
图4-2-8薄壁流动长度的厚度依赖性1
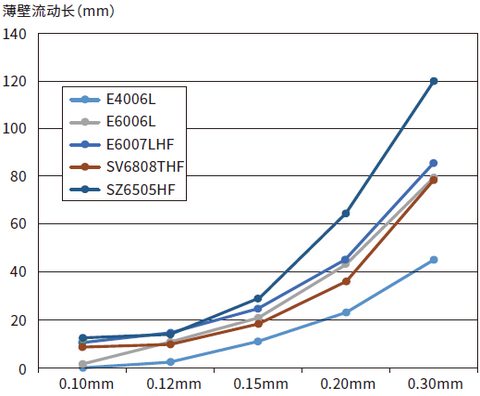
图4-2-9薄壁流动长度的厚度依赖性2