 询问
询问

- 产品信息
- SUMIKASUPER LCP
- LCP的射出成形机·模具设计
SUMIKASUPER LCP注塑机/模具设计
射出成型机的选择
SUMIKASUPER LCP 可以使用普通的直列式注塑机或柱塞(预塑)式注塑机进行成型。然而,只有E5000系列的最高成型温度为420℃,因此需要高温规格(450℃规格)的成型机。
螺杆、气缸
- 许多等级的SUMIKASUPER LCP 都填充有玻璃纤维,因此我们建议使用耐磨材料。
- 螺丝设计适合标准的全飞行类型。由于称重时间较长,因此不适合使用带副铣削的螺杆或高混炼螺杆。
- 典型的螺杆设计如下所示。
L/D(螺杆长度(L)/螺杆直径(D)):约18至22
压缩比:2-2.2左右
各区比例:
供应区:55%左右
压缩区:25%左右
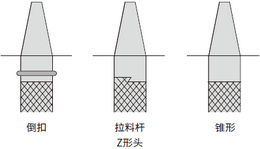
测量范围:20%左右 - 螺杆头推荐带逆流防止机构的。
- 由于SUMIKASUPER LCP的流量特性对温度敏感,因此需要具有良好缸体温度控制的PID控制方法。
- 螺杆和气缸需要适当的维护。定期监视检查环以及圆柱体和螺杆之间的间隙,以确保符合成型机制造商的规格。
喷嘴
- 喷嘴的材质以螺杆、汽缸为准。
- 建议使用开放式管嘴。关闭喷嘴有很多死角,容易滞留树脂,因此应避免使用。
- 喷嘴加热器使用独立的温度控制器,需要控制性能良好的PID控制方式。
- 如果各成形机制造商均配备有LCP专用喷嘴,则通过使用LCP专用喷嘴,喷嘴温度不会过低,还可抑制滴鼻、拉丝现象的发生。
- 不建议使用延长喷嘴。使用时,请充分考虑温度分布的均匀性。
注射机构及其控制系统
- 可以使用常用的开环控制类型和闭环控制类型的成型机。
- 对于SUMIKASUPER LCP,熔体粘度高度依赖于剪切速率,并且树脂固化速度很快,因此对于薄壁成型产品,我们建议使用具有出色注射速度响应的成型机。
成型机容量
- 建议选择量值为总注射容量的1/3至3/4的成型机。如果量值太小,则可能导致树脂滞留,从而导致各种成型缺陷。特别是在超小型成形品、试制等取数较少的情况下,计量值会变小,可能会受到滞留的影响,因此请选择适当的成形机容量和螺杆直径。
- 要缩短称重时间和周期,应将称重值限制在总注射容量的1/2以下。
树脂温度管理
一般来说,LCP的机械性能和熔体粘度等物理性能高度依赖于温度,如果温度管理不正确,则可能无法获得足够的性能。注塑机的设计使料筒内的树脂温度与设定温度比较接近于通用树脂的成型温度(~300℃),但SUMIKASUPER LCP的成型温度范围为(320~400℃)有时设定温度与树脂温度存在差异。
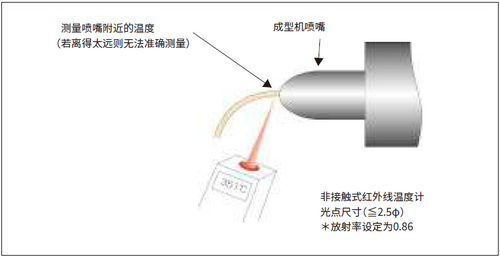
为了发挥SUMIKASUPER LCP的性能,需要掌握料筒内的树脂温度,并将其控制在各等级的最佳温度。
上述树脂温度可以使用点式非接触式红外辐射温度计轻松测量,该温度计可以测量小区域(小于线材直径)的温度。
图4-3-1 如何控制SUMIKASUPER LCP的树脂温度
高速注塑技术
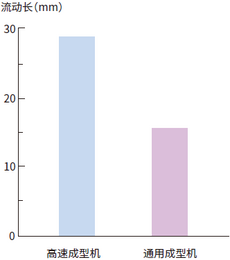
SUMIKASUPER LCP 成型时熔体粘度低,固化速度快,不易产生毛刺。然而,当成型超薄壁制品(<0.2mm)时,树脂可能会在薄壁区域固化,并且可能无法获得足够的流动长度。作为这种情况下的对策,使用注射时启动性优异的电动注塑机或带蓄能器的液压注塑机是有效的。
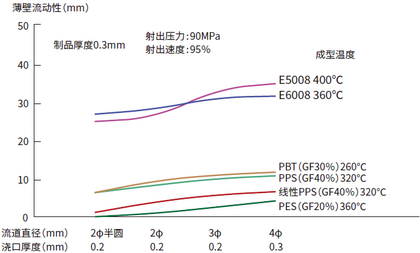
图4-3-2不产生毛刺的最大流动长度
液压注塑机:
UH-1000 [日精塑料工业株式会社]
电动注塑机:
SE/SV系列【住友重机械工业株式会社】
电动注塑机:
FANUC ROBOSHOT α-Si 系列 [FANUC Corporation]
电动注塑机:
LP/TR系列【沙迪克有限公司】
图4-3-3射出速度波形的比较
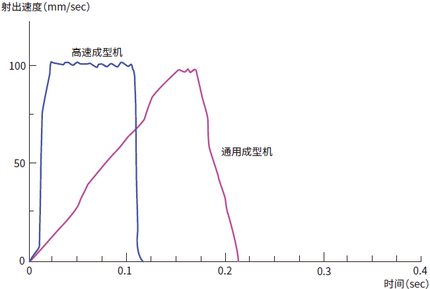
(与通用成形机相比,高速成形机的射出速度的初期上升较快,表明是以规定的射出速度成形的。)
| 流长测量模具: | 使用图4-3-5 |
| 成型温度: | 360℃ 使用牌号:E6008 注射速度 600mm/sec VP切换压力 60MPa |
| 通用成型机: | 日精塑料工业 PS-40E5 ASE 注射速度 90% 注射压力 90MPa |
模具设计
通过注射成型(施加剪切),SUMIKASUPER LCP 的分子很容易沿流动方向取向,从而形成具有优异流动性、高强度和高弹性的成型产品。设计模具时,需要充分考虑型腔内的流型和各向异性。
模具材质
- 对于试制和小批量成型,可使用机械结构用碳素钢 (S55C),但有滑动部件时推荐淬火。
- SUMIKASUPER LCP的许多标准牌号都填充有玻璃纤维,因此对于尺寸精度要求高的模具和量产模具,我们建议使用相当于SKD11(HPM31、PD613、RIGOR等)、硬度为HRC55的产品至 62。我们建议使用具有更高容量的钢材。
- SUMIKASUPER LCP几乎不产生任何腐蚀性气体,因此不会腐蚀模具,可与一般模具材料一起使用,但请不要使用模具硬度低于HRC55的材料,如果这样做,请慎重考虑。提前有没有问题。
短管
- 拔模斜度为1°至2° (单侧) 。
- 为去除冷渣,建议在接头端设置冷渣池。(4~5mmφ×5mm以上) 。
- 为了防止飞溅,建议设置飞溅锁定。
图4-3-4样例图
兰纳
- 流道的截面形状可以采用一般的圆形、半圆形、梯形、半梯形,但从压力损失和作业性的角度考虑,推荐使用圆形或半梯形。SUMIKASUPER LCP具有优异的流动性,因此流道直径可以做得更小。标准流道直径为2~5mmφ,作为流道直径的基准,推荐使用PPS、PBT的2/3~1/2(最小1.5mmφ)。
- 对于多个型腔,建议保持流道平衡,以便在每个型腔中同时填充树脂。也请在流道末端设置冷渣池。
图4-3-5薄壁流动长度测量模具 (单位:mm)
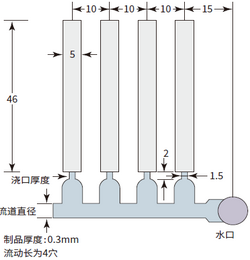
制品厚度:0.3mm
流动长为4穴
图4-3-6薄壁流动长度
闸门
SUMIKASUPER LCP的熔接强度比其他工程塑料低,因此为了尽可能防止熔接的发生,浇口应设置在一点上,并且应仔细考虑浇口位置。
- 侧门
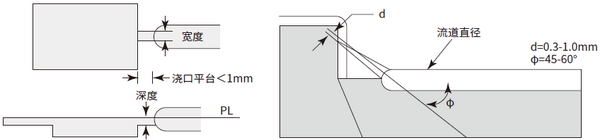
适当的焊盘长度为 1mm 或更小,宽度为 5mm 或更小。接合深度应为成型品厚度的0.7倍,最小0.2mm为宜。 - 精确浇口
合适的浇口直径为 0.3 至 1.5 mm,接合区长度为 1 mm 或更小。
增加浇口直径可能会导致拉丝或浇口卷曲。 - 海底(隧道)闸门
合适的浇口直径为0.3~1.0mm。 - 也可以使用胶片门和环形门,但在LCP中不常见。
图4-3-7闸门图
拔模锥度
- 零件厚度浅的为0.5° (1/90) ~1° (1/60),深的为1° (1/60) ~2° (1/30) 。
- 良好脱模 (MR) 等级的脱模阻力约为普通等级的1/2,但对于较大深度的零件,需要增加拉伸锥度。
通风 (排气)
- 由于SUMIKASUPER LCP成型通常在高速注射条件下进行,因此应提供排气口以有效排除产品区域中的空气。
- 薄壁产品或流动末端为熔接时,由于短打或熔接强度不足,请务必设置通风。
- SUMIKASUPER LCP具有较低的熔融粘度和优异的流动性,但由于其固化速度非常快,因此即使安装了通气孔也很难产生毛刺。
- 通风的深度以0.005~0.02mm为宜。
应用热流道
一般情况下,树脂在长期连续成形过程中,会滞留在成形机内的死角区域,导致滞留树脂劣化、着色。对于极低熔体粘度的LCP,可能会发生死区滞留。因此,最好是考虑到这些因素的热流道,特别是要注意防止由于树脂滞留而产生黑点和冷渣。
SUMIKASUPER LCP热流道的应用要点
选择SUMIKASUPER LCP的热流道时,请注意以下几点。
-
能够高温加热,系统内温度分布均匀。
优选集成加热器。请勿使歧管和喷嘴温度过高。
与模具的接触区域(浇口区域)的温度可以保持在高温。表4-3-1热流道的温度规格
热流道温度规格 (MAX) E6000HF系列 ~370℃ E6000系列 ~380℃ E4000系列 ~400℃ E5000系列 ~420℃ - 该结构必须使得流路中不可能产生死区。
(注意因气滞而出现黑子)
至于加热方式,外部加热方式比内部加热方式更合适,且流路越窄越好。 - 它必须具有防止冷渣进入的结构。
(必须注意防止冷渣混入产品中。)
如果是开式浇口,最好考虑安装分流道(无浇口成型)。
热流道在SUMIKASUPER LCP上的应用
表4-3-2 SUMIKASUPER LCP热流道的应用
| 流道部分 | 闸封 | SUMIKASUPER 应用于LCP |
备注 | ||||||
|---|---|---|---|---|---|---|---|---|---|
| 内部的 加热 |
外部的 加热 |
哦 双关语 |
阀门 门 |
热封 | 完全的 热流道 |
无浇口的 成型 |
|||
| 玖奥有限公司 614系统 |
- | ✓ | - | - | ✓ | - | ○ | φ4 电磁感应加热 |
|
| 妙城金属有限公司 迷你跑步者 |
- | ✓ | ✓ | - | - | × | ○ | *1 | |
| 精机工业株式会社 矛系统 |
B款 (传统) | ✓ | - | - | - | ✓ | × | × | |
| EH类型 | - | ✓ | - | - | ✓ | × | ○ | *2 | |
| 模具大师有限公司 主镜头 |
- | ✓ | ✓ | ✓ | - | × | ○ | ||
| 斋藤工机株式会社 板系统 |
- | ✓ | - | - | ✓ | × | - | ||
○: 适用于SUMIKASUPER LCP。
×:不适用于SUMIKASUPER LCP。
| *1: | 在多点栅极且使用小型流道用延长喷嘴的情况下,优选对各延长喷嘴分别进行温度控制。另外,成形温度高的E5000系列也希望对各喷嘴分别进行温度控制。 |
| *2: | 芯片部分采用内部加热方式 |