 询问
询问

- 产品信息
- SUMIKAEXCEL PES
- 射出成型机、模具设计
SUMIKAEXCEL PES注塑机/模具设计
射出成型机的选择
SUMIKAEXCEL PES可以使用普通的直列式注塑机或柱塞(预塑)式注塑机进行成型。
螺杆、气缸
- SUMIKAEXCEL PES的填充强化级由于填充了玻璃纤维等,因此推荐具有耐磨规格的材料。
- 螺杆设计适合剪切发热量低的标准全飞行类型。由于树脂滞留或剪切发热会使树脂温度高于400°C,因此不建议使用辅助螺钉或高混炼螺钉。
以下是典型的螺钉设计。
- L/D螺杆长度 (L) /螺杆直径 (D) =20左右
- 压缩比=2~2.2左右
- 各区域
供应区:55%左右
压缩区:25%左右
测量范围:20%左右 - 螺杆头推荐带有逆流防止机构的螺杆头。
喷嘴
- 材质以螺杆、汽缸为准。
- 最好使用开放式喷嘴。关闭喷嘴的死角多,容易滞留树脂,所以不理想。
- 喷嘴加热器使用独立的温度控制器,建议使用控制性能良好的PID控制方法。
注射单元及控制系统
- 由于SUMIKAEXCEL PES的熔融粘度较高,因此推荐使用最大注射压力为200MPa以上的成型机。
- SUMIKAEXCEL PES的熔融粘度高,计量时的扭矩往往较大,因此推荐使用具有高输出型塑化装置的注塑机。
成型机容量
- 根据产品的尺寸,建议将气缸直径和锁模力组合在一起,使量值为总注射容量的1/3至3/4。请注意,如果量值较小,则由于不必要的树脂滞留而产生各种成型缺陷的可能性较大。
模具设计
SUMIKAEXCEL PES具有高熔融粘度和低成型收缩率,因此在设计模具时请记住以下几点。
模具材质
- 对于试制和小批量成型,可使用机械结构用碳素钢 (S55C),但有滑动部件时推荐淬火。
- 当需要批量生产和高尺寸精度时,建议使用更强的铬钼钢(SCM435、SCM440)或合金工具钢(SKD11、SKD61)。
- 使用上述材料以外的材料时,请事先充分考虑是否有问题。(作为模具材质,不推荐使用Cu系合金等。)
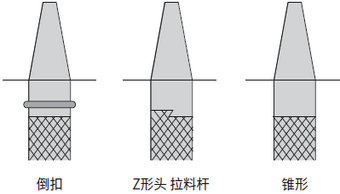
短管
- 建议长度尽可能短,锥度要大 (~5°) 。
- 为了更好地避免飞溅,最好设置如图所示的飞溅锁定。
图4-3-1插头形状
兰纳
- 决定时应尽可能粗短,并考虑流动性。
- 建议截面形状为圆形或梯形。
- 保持门平衡很重要。
图4-3-2流道形状
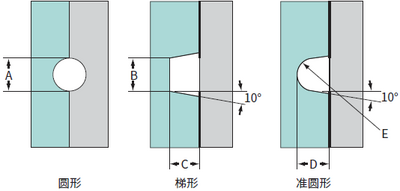
流道截面尺寸示例 (mm)
| A | B | C | D | E |
| >4 | >3 | >3 | >4 | D/2 |
门控系统
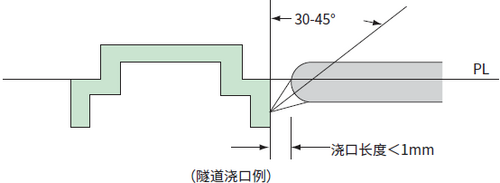
侧门
- 矩形浇口的地基长度越短,深度越深,效率越高。浇口深度以成型品厚度×0.7为标准,推荐焊盘长度在1mm以下。
图4-3-3侧浇口形状

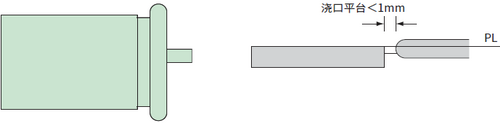
精确/潜艇门
- 推荐浇口直径为0.8~1.2mmφ,焊盘长度为1mm以下。如果流动距离较长,建议使用多点浇口,而不是增加浇口直径。
图4-3-4针点/潜艇栅极形状
胶片门
- 浇口的厚度以成形品壁厚×0.5为佳,焊盘长度以1mm以下为佳。
图4-3-5薄膜栅极形状
拔模锥度
- 由于SUMIKAEXCEL PES的成型收缩率较低,因此即使冲孔锥度较浅,也需要1°(1/60)~2°(1/30)的冲孔锥度。对于较深的部分,我们建议使用较大的尺寸。
- 由于薄壁零件容易过度填充,因此建议使用较大的冲压锥度。
- 玻璃纤维强化等级也推荐去除锥度较大。
- 根据产品的形状,无法获得足够的拔模锥度时,需要在滑芯、凸出方式上下功夫。
通风 (排气)
- 对于SUMIKAEXCEL PES,大约 1/100 至 5/100 mm 的通气孔是合适的。由于SUMIKAEXCEL PES的熔融粘度高,因此即使安装5/100mm通气孔也不易产生毛刺。
- 薄壁成型品需要设置通风口。