 询问
询问

- 产品信息
- SUMIKAEXCEL PES
- 流动特性
SUMIKAEXCEL PES的流量特性
流动性
SUMIKAEXCEL PES 的流动性随着料筒温度、射出压力和成型件厚度的增加而显着增加。另一方面,模具温度的影响并不是很大。如果您遇到脱模不良、玻璃纤维突出或焊接裂纹,我们建议将模具温度提高到 160°C 或更高。
熔融粘度特性
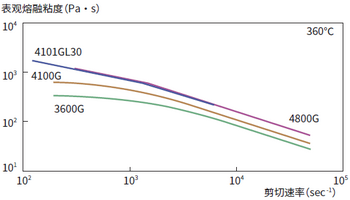
SUMIKAEXCEL PES的表观熔融粘度如下。
图4-2-1表面熔融粘度的树脂温度依赖性
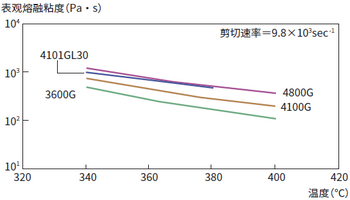
图4-2-2表观熔融粘度的剪切速度依赖性
一般成形
以厚度3mm时的流动特性为中心进行说明。
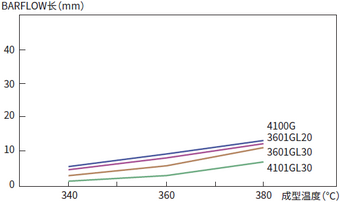
汽缸温度的影响
提高气缸温度可降低树脂的熔融粘度,从而提高流动性。将温度调高20°C可使杆流长度增加30~60%。
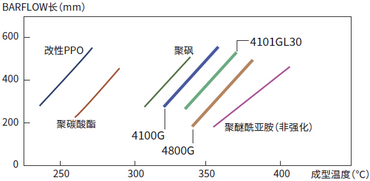
图4-2-3柱流长度的温度依赖性
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 中速 |
| 模具: | 3mm×8mmw |
| 型温: | 120℃ |
射出压力的影响
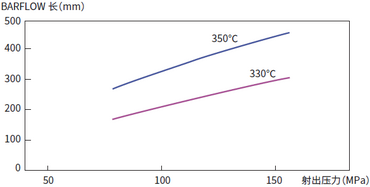
将射出压力设定为高20MPa可使柱流长度增加10~20%。一般推荐高压成形,但需要注意过度填充导致的脱模不良和残余应力。进而通过设定二次压力来选定适当条件。
图4-2-4柱流长度的射出压力依赖性 (4100G)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出速度: | 中到快 |
| 树脂温度: | 330℃、350℃ |
| 模具: | 3mm×8mmw |
| 型温: | 120℃ |
射出速度的影响
射出速度对柱流长度没有显著影响。
图4-2-5射流长度的射出速度依赖性 (4100G)
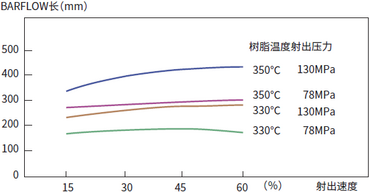
| 成型机: | 住友重机制Neomat N47/28 |
| 模具: | 3mm×8mmw |
| 型温: | 120℃ |
产品厚度的影响
流动长度随厚度急剧增加。厚度为1.5mm或更大时,厚度增加0.5mm可使流动性增加40~70%。
图4-2-6柱流长度厚度的影响 (4100G)
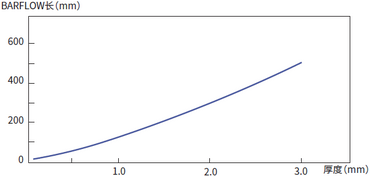
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 60% |
| 树脂温度: | 360℃ |
| 模具: | 8mmw柱流 |
| 型温: | 120℃ |
薄壁成形
描述0.1~0.7mm厚度时零件的流动特性。
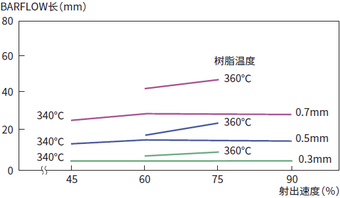
汽缸温度的影响
气缸温度的升高会提高流动性,但对于厚度小于0.3mm的气缸,其效果不明显。考虑到滞留的影响380°C左右比较合适。
图4-2-7汽缸温度依赖性 (厚度0.7mm)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 75% |
| 模具: | 0.7mm×8mmw |
| 型温: | 140℃ |
图4-2-8汽缸温度依赖性 (厚度0.5mm)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 75% |
| 模具: | 0.5mm×8mmw |
| 型温: | 140℃ |
图4-2-9汽缸温度依赖性 (厚度0.3mm)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 75% |
| 模具: | 0.3mm×8mmw |
| 型温: | 140℃ |
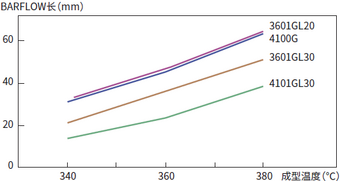
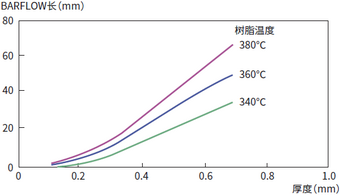
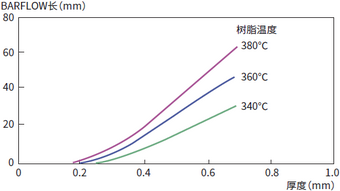
产品厚度的影响
流动性取决于厚度,因此在设计产品时请注意。
图4-2-10 厚度依赖性 (4100G)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 75% |
| 条形图宽度: | 8mm |
| 型温: | 140℃ |
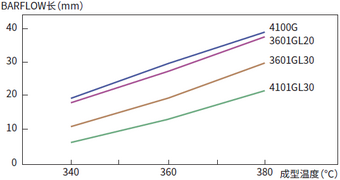
图4-2-11 厚度依赖性 (3601GL20)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 75% |
| 条形图宽度: | 8mm |
| 型温: | 140℃ |
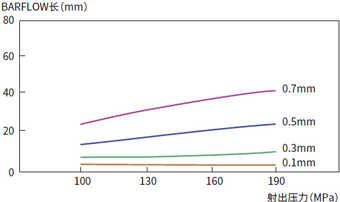
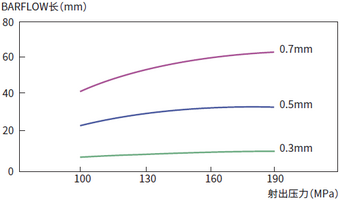
射出压力的影响
薄壁流动性受射出压力的影响相对较大。建议射出压力为100MPa或更高,但在确定适当压力时应考虑产品外观和残余应力。
图4-2-12 射出压力依赖性 (4100G)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出速度: | 75% |
| 树脂温度: | 340℃ |
| 条形图宽度: | 8mm |
| 型温: | 140℃ |
图4-2-13 射出压力依赖性 (3601GL20)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出速度: | 75% |
| 树脂温度: | 340℃ |
| 条形图宽度: | 8mm |
| 型温: | 140℃ |
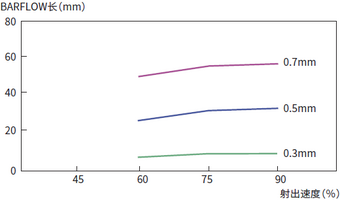
射出速度的影响
薄壁流动性受射出速度的影响较小。如果射出速度过大,可能会导致磨损等不良现象。
图4-2-14 射出速度依赖性 (4100G)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 条形图宽度: | 8mm |
| 型温: | 140℃ |
图4-2-15 射出速度依赖性 (3601GL20)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 树脂温度: | 360℃ |
| 条形图宽度: | 8mm |
| 型温: | 140℃ |
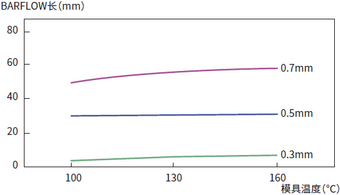
模具温度的影响
薄壁流动性受模具温度的影响较小。但是,如果出现脱模不良、玻璃纤维凸出或熔接破裂,建议将模具温度设置在160°C以上。
图4-2-16模具温度依赖性 (4100G)
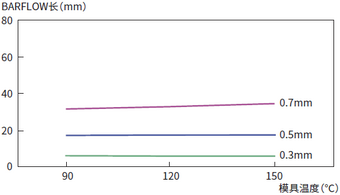
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 75% |
| 树脂温度: | 340℃ |
| 条形图宽度: | 8mm |
图4-2-17模具温度依赖性 (3601GL20)
| 成型机: | 住友重机制Neomat N47/28 |
| 射出压力: | 130MPa |
| 射出速度: | 75% |
| 树脂温度: | 340℃ |
| 条形图宽度: | 8mm |