 询问
询问

SUMIKAEXCEL PES的焊接
由于SUMIKAEXCEL PES是非晶态树脂,因此使用各种方法将SUMIKAEXCEL焊接在一起相对容易。表 5-2-1 列出了可用于焊接SUMIKAEXCEL PES 的典型焊接方法和特性。由于根据焊接方法的不同其特性也不同,因此在选择焊接方法时需要考虑产品的尺寸和形状、产品所需的特性以及经济效率(设备价格、周期等)。
表 5-2-1 SUMIKAEXCEL PES 焊接
| 熔接法 | 热板熔接 | 超声波熔接 | 振动熔接 | 激光熔接 | IR熔接 | CVT (IR+振动熔接) | |
|---|---|---|---|---|---|---|---|
| 熔接性 | 熔接强度 | ◎※ | ◎ | ◎※ | ◎ | ○ | ◎ |
| 焊缝外观 | △ | ○ | ○ | ◎ | ◎ | ◎ | |
| 可熔接树脂 | 热塑性树脂 | 热塑性树脂 | 热塑性树脂 | 光透明树脂 吸光树脂 |
热塑性树脂 | 热塑性树脂 | |
| 熔接时间 | 10~30sec | 0.1~5sec | 2~10sec | 2~15sec | 10~30sec | 5~30sec | |
| 可熔接尺寸 | 加热器大小相关 | 名片大码 | 调色板大小 | A3尺寸左右 | 仪表盘尺寸 | 仪表盘尺寸 | |
| 设计 | 产品形状限制 | 限制为加热器形状 | 基本平坦 | 某种程度的三维形状 | 自由度高 | 优于振动熔接 | 自由度高 |
| 焊接设计 | 专用设计 | 专用设计 | 专用设计 | 专用设计 | 专用设计 | 专用设计 | |
※由于PES软化温度高,可能无法熔接
由于SUMIKAEXCEL PES是无定形树脂,因此SUMIKAEXCEL PES的超声波焊接可以相对容易地进行。存在三种可能的焊接组合:
- 非强化等级之间
- 非强化级和纤维强化级
- 纤维强化等级之间
1最简单,焊接强度最高。然而,即使在少数情况下,它也表现出足够的焊接强度,并且其焊接性优于结晶树脂(例如PPS)。
超声波焊接的条件根据喇叭输出、产品形状、焊接面积、等级等的不同而不同,但标准条件如下。
表5-3-1超声波熔接的标准条件
| 压力 | 30~60 |
|---|---|
| 振幅 (μm) | 50~80 |
| 熔接时间(sec.) | 0.1~2.0 |
超声波熔接后的剪切强度的测量结果如下所示。测试方法和样本如下。
超声波焊接机
SONOPET-1200B(精电舍电子工业株式会社)
| 标称输出: | 1200W |
| 振荡频率: | 19.5kHz |
| 压力: | 18N |
| 振幅: | 34μm |
图5-3-1焊接部剪切强度测量用试验片
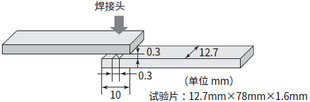
表5-3-2 熔接部破坏时的最大负荷 (拉伸剪切试验)
(单位:N)
| 振荡时间 (sec.) | |||
|---|---|---|---|
| 0.1 | 0.2 | 0.3 | |
| 3600G | 680 | 700 | 熔接处以外断裂 |
| 3601GL20 | 660 | 850 | 熔接处以外断裂 |
| 3601GL30 | 740 | 830 | 熔接处以外断裂 |
激光焊接是通过照射激光并在与物体的界面处产生热量来进行焊接的方法。激光焊接涉及将透光树脂(0.5 毫米厚)和吸光树脂(0.8 毫米厚)结合在一起。SUMIKAEXCEL PES具有优异的透光性,因此可以进行激光焊接。
图5-4-1激光熔接的试验条件
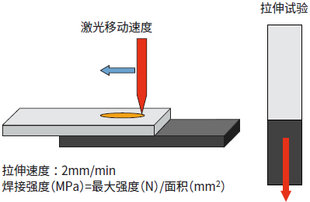
表5-4-1激光熔接强度
| 等级 | 激光条件 (Φ0.6) | 焊接强度 (MPa) |
||
|---|---|---|---|---|
| 光透明树脂 (厚度0.5mm) |
吸光树脂 (厚度0.8mm) |
输出 (W) |
移动速度 (mm/s) |
|
| 4100G | 4100G B | 3 | 10 | 30 |
| 15 | 33 | |||
| 20 | 34 | |||
| 3601GL20 | 3601GL20 B | 3 | 10 | 38 |
| 15 | 37 | |||
| 20 | 37 | |||