 Inquiry
Inquiry

- Product Info
- SUMIKAEXCEL PES
- Flow characteristics
Flow characteristics of SUMIKAEXCEL PES
Liquidity
The fluidity of SUMIKAEXCEL PES improves significantly with increasing cylinder temperature, injection pressure and molded product thickness. On the other hand, the effect of mold temperature is not so great. If mold release problems, glass fiber protrusions or weld cracks occur, we recommend raising the mold temperature to 160°C or higher.
Melt Viscosity Characteristics
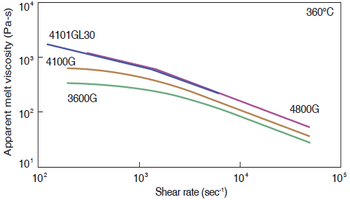
The apparent melt viscosity of SUMIKAEXCEL PES is as follows:
Figure 4-2-1 Dependence of apparent melt viscosity on resin temperature
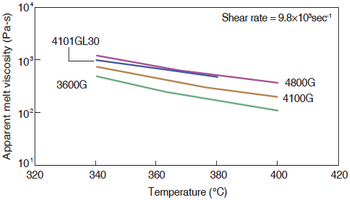
Figure 4-2-2 Shear rate dependence of apparent melt viscosity
General Molding
This article focuses on the flow characteristics at a wall thickness of 3 mm.
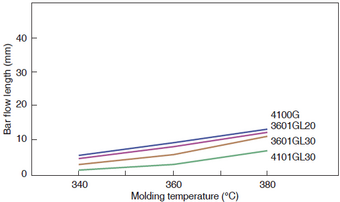
Effect of cylinder temperature
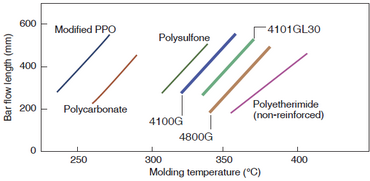
Increasing the cylinder temperature reduces the melt viscosity of the resin and improves its fluidity. Setting the cylinder temperature 20°C higher increases the bar flow length by 30 to 60%.
Figure 4-2-3 Temperature dependence of barflow length
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | Medium speed |
| Mold: | 3mm×8mmw |
| Mold temperature: | 120℃ |
Effect of injection pressure
By setting the injection pressure 20MPa higher, the bar flow length will improve by 10 to 20%. Generally, high pressure molding is recommended, but care must be taken to prevent mold release problems and residual stress caused by overfilling. Furthermore, the appropriate conditions are selected by setting the secondary pressure.
Figure 4-2-4 Dependence of bar flow length on injection pressure (4100G)
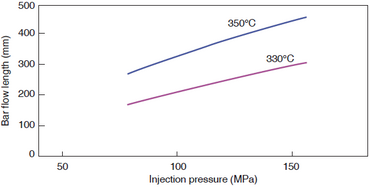
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection speed: | Medium to high speed |
| Resin temperature: | 330℃、350℃ |
| Mold: | 3mm×8mmw |
| Mold temperature: | 120℃ |
Effect of injection speed
The injection speed does not have a significant effect on the bar flow length.
Figure 4-2-5 Dependence of bar flow length on injection speed (4100G)
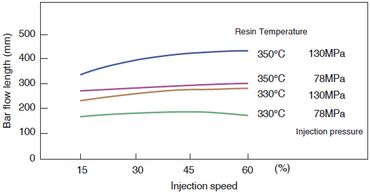
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Mold: | 3mm×8mmw |
| Mold temperature: | 120℃ |
Effect of product thickness
The flow length increases rapidly with wall thickness. For wall thicknesses of 1.5 mm or more, a 0.5 mm increase in wall thickness increases the flow length by 40 to 70%.
Figure 4-2-6 Effect of wall thickness on bar flow length (4100G)
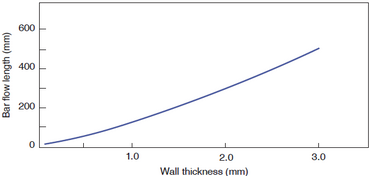
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 60% |
| Resin temperature: | 360℃ |
| Mold: | 8mmw bar flow |
| Mold temperature: | 120℃ |
Thin-wall molding
This section describes the flow characteristics of molded products with wall thicknesses of 0.1 to 0.7 mm.
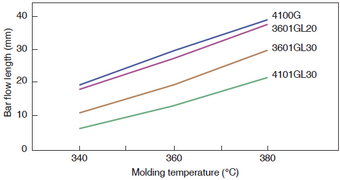
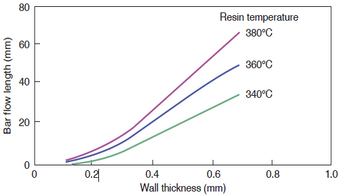
Effect of cylinder temperature
Increasing the cylinder temperature improves fluidity, but the effect is small for wall thicknesses of 0.3 mm or less. Taking into account the effects of retention, a temperature of up to about 380°C is appropriate.
Figure 4-2-7 Cylinder temperature dependence (thickness 0.7 mm)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 75% |
| Mold: | 0.7mm×8mmw |
| Mold temperature: | 140℃ |
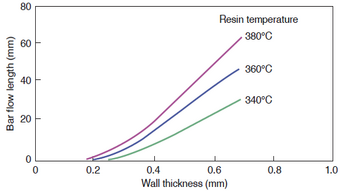
Figure 4-2-8 Cylinder temperature dependence (thickness 0.5 mm)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 75% |
| Mold: | 0.5mm×8mmw |
| Mold temperature: | 140℃ |
Figure 4-2-9 Cylinder temperature dependence (thickness 0.3 mm)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 75% |
| Mold: | 0.3mm×8mmw |
| Mold temperature: | 140℃ |
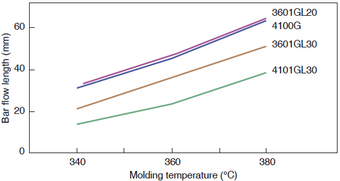
Effect of product thickness
Please note that fluidity depends on the wall thickness when designing your product.
Figure 4-2-10 Thickness dependency (4100G)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 75% |
| Bar Flow Width: | 8mm |
| Mold temperature: | 140℃ |
Figure 4-2-11 Thickness dependency (3601GL20)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 75% |
| Bar Flow Width: | 8mm |
| Mold temperature: | 140℃ |
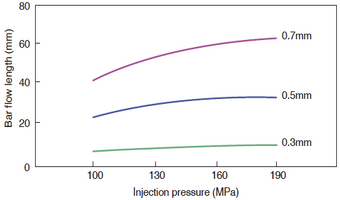
Effect of injection pressure
Thin-wall flow is relatively greatly affected by injection pressure. We recommend an injection pressure of 100 MPa or more, but please determine the appropriate pressure taking into consideration the product appearance and residual stress.
Figure 4-2-12 Injection pressure dependency (4100G)
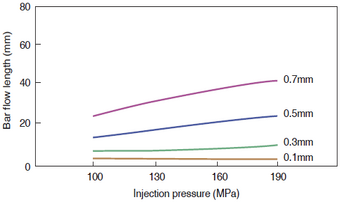
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection speed: | 75% |
| Resin temperature: | 340℃ |
| Bar Flow Width: | 8mm |
| Mold temperature: | 140℃ |
Figure 4-2-13 Injection pressure dependency (3601GL20)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection speed: | 75% |
| Resin temperature: | 340℃ |
| Bar Flow Width: | 8mm |
| Mold temperature: | 140℃ |
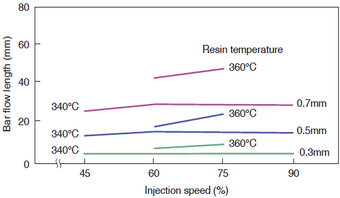
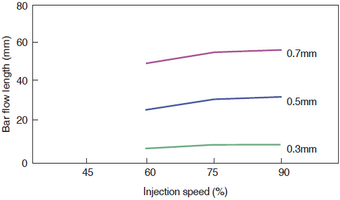
Effect of injection speed
Thin wall fluidity is not affected much by the injection speed. If the injection speed is too high, it may cause defects such as burning.
Figure 4-2-14 Injection speed dependency (4100G)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Bar Flow Width: | 8mm |
| Mold temperature: | 140℃ |
Figure 4-2-15 Injection speed dependency (3601GL20)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Resin temperature: | 360℃ |
| Bar Flow Width: | 8mm |
| Mold temperature: | 140℃ |
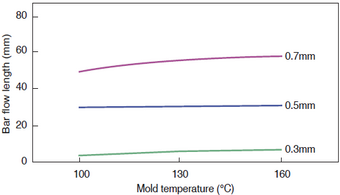
Effect of mold temperature
Thin-wall flow is not affected much by the mold temperature. However, if mold release problems, glass fiber protrusions, or weld cracks occur, we recommend setting the mold temperature to 160°C or higher.
Figure 4-2-16 Dependence of mold temperature (4100G)
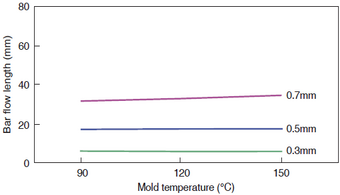
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 75% |
| Resin temperature: | 340℃ |
| Bar Flow Width: | 8mm |
Figure 4-2-17 Dependence of mold temperature (3601GL20)
| Forming machine: | Sumitomo Heavy Industries Neomat N47/28 |
| Injection pressure: | 130MPa |
| Injection speed: | 75% |
| Resin temperature: | 340℃ |
| Bar Flow Width: | 8mm |