 Inquiry
Inquiry

- Product Info
- SUMIKASUPER LCP
- LCP injection molding
SUMIKASUPER LCP Injection Molding
Typical molding conditions for SUMIKASUPER LCP
Below are typical molding conditions such as the recommended molding conditions and condition ranges for SUMIKASUPER LCP. About SUMIKASUPER LCP, it is very important to manage the resin temperature. If there is a discrepancy between the cylinder's set temperature and the actual resin temperature, it is necessary to manage it based on the actual resin temperature.
Table 4-1-1 General molding conditions for SUMIKASUPER E5000, E4000, and E6000 series
| E5000 series |
E4000 series |
E6000 series |
|||||
|---|---|---|---|---|---|---|---|
| Recommended conditions | Condition Range | Recommended conditions | Condition Range | Recommended conditions | Condition Range | ||
| Resin drying | Temperature | 130 | 120~140 | 130 | 120~140 | 130 | 120~140 |
| Time | 5 | 4~24 | 5 | 4~24 | 5 | 4~24 | |
| Cylinder temperature (℃) | Rear end | 340 | 330~360 | 320 | 310~340 | 300 | 280~320 |
| Center | 380 | 370~390 | 360 | 350~370 | 330 | 320~340 | |
| Front | 400 | 390~410 | 380 | 370~390 | 360 | 340~370 | |
| Nozzle | 400 | 390~410 | 380 | 370~390 | 360 | 340~370 | |
| Suitable resin temperature (℃) | 400 | 390~410 | 380 | 370~390 | 360 | 340~370 | |
| Mold temperature (℃) | 70~90 | 60~160 | 70~90 | 60~160 | 70~90 | 60~160 | |
| Resin pressure (MPa) | 120~160 | 80~160 | 120~160 | 80~160 | 80~160 | 80~160 | |
| Holding pressure (MPa) | 40~60 | 10~80 | 40~60 | 10~80 | 10~40 | 10~80 | |
| Holding pressure time (sec) | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | |
| Screw back pressure (MPa) | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | |
| Injection speed (mm/sec) | 50~200 | 50~400 | 50~200 | 50~400 | 50~200 | 50~400 | |
| Screw rotation speed (rpm) | 50~250 | 50~350 | 50~250 | 50~350 | 50~250 | 50~350 | |
| Suckback (mm) | 1~2 | 0~2 | 1~2 | 0~2 | 1~2 | 0~2 | |
Table 4-1-2 Recommended molding conditions for SUMIKASUPER SV6000, SR1000, E6000HF, SV6000HF, SZ6000HF, and SR2000 series
| SV6000, SR1000 series |
E6000HF, SV6000HF series |
SZ6000HF, SR2000 series |
|||||
|---|---|---|---|---|---|---|---|
| Recommended conditions | Condition Range | Recommended conditions | Condition Range | Recommended conditions | Condition Range | ||
| Resin drying | Temperature | 130 | 120~140 | 130 | 120~140 | 130 | 120~140 |
| Time | 5 | 4~24 | 5 | 4~24 | 5 | 4~24 | |
| Cylinder temperature (℃) | Rear end | 300 | 280~320 | 300 | 280~320 | 300 | 280~320 |
| Center | 330 | 320~340 | 330 | 320~340 | 330 | 320~340 | |
| Front | 360 | 340~370 | 350 | 340~370 | 350 | 330~370 | |
| Nozzle | 360 | 340~370 | 350 | 340~360 | 350 | 330~360 | |
| Suitable resin temperature (℃) | 360 | 340~370 | 350 | 330~360 | 350 | 330~360 | |
| Mold temperature (℃) | 70~90 | 60~160 | 70~90 | 60~160 | 70~90 | 60~160 | |
| Resin pressure (MPa) | 80~160 | 80~180 | 80~160 | 80~180 | 80~160 | 80~180 | |
| Holding pressure (MPa) | 10~40 | 10~80 | 10~40 | 10~80 | 10~40 | 10~80 | |
| Holding pressure time (sec) | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | 0.2~0.5 | 0.2~1 | |
| Screw back pressure (MPa) | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | 0.5~1 | 0.5~5 | |
| Injection speed (mm/sec) | 50~200 | 50~500 | 50~200 | 50~500 | 50~200 | 50~500 | |
| Screw rotation speed (rpm) | 50~250 | 50~350 | 50~250 | 50~350 | 50~250 | 50~350 | |
| Suckback (mm) | 1~2 | 0~2 | 1~2 | 0~2 | 1~2 | 0~2 | |
Pre-drying
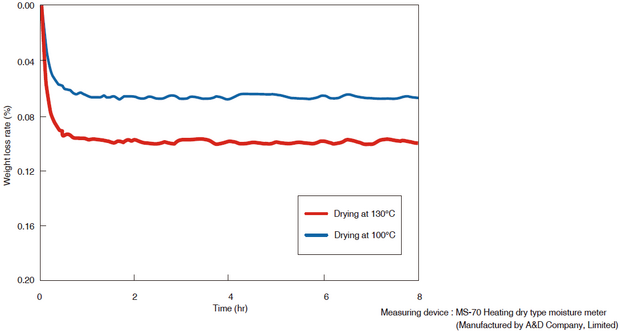
SUMIKASUPER LCP has a very low water absorption rate of 0.02%, so long drying is not necessary. However, to obtain the appropriate physical properties, we recommend drying to 0.01% before molding. In general, we recommend drying at 130°C using a hopper dryer for 4 to 24 hours. To prevent moisture absorption in the hopper during molding, use a dehumidifying dryer or hopper dryer. Drying at temperatures that are too high may cause resin deterioration, so the drying temperature should be centered around 130°C.
Figure 4-1-1 Drying curve of SUMIKASUPER LCP
Molding temperature setting
(1) Temperature of the front of the cylinder and the nozzle
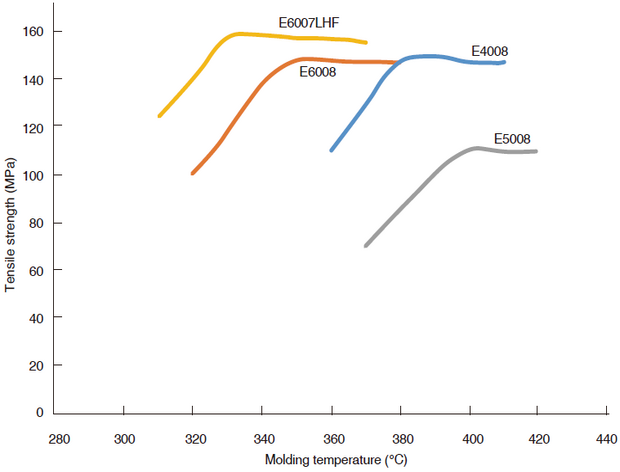
This is common to all resins, but it is necessary to control the resin temperature to an appropriate level. The temperature at the front of the cylinder for SUMIKASUPER LCP should be set to 390-410°C for the E5000 series, 370-390°C for the E4000 series, 340-370°C for the E6000, SV6000, and SR1000 series, and 330-360°C for the E6000HF, SV6000HF, SZ6000HF, and SR2000 series. When molding a product with a complex shape that requires high fluidity or a product with a large difference between the long and short axes, set the temperature at the front of the cylinder higher. If the temperature is 10°C or more higher than the condition range, it is not recommended because the resin will easily backflow into the hopper during injection.
Stable physical properties are obtained at cylinder temperatures of 400°C or higher for the E5000 series, 380°C or higher for the E4000 series, 340°C or higher for the E6000, SV6000, and SR1000 series, and 330°C or higher for the E6000HF, SV6000HF, and SR2000 series. Depending on the application, physical properties that do not pose any practical problems can be obtained even if molding is performed at temperatures lower than these, but lowering the temperature too much may result in a deterioration of physical properties.
Controlling the temperature of the nozzle is very important as it easily affects the resin temperature, so pay close attention to the position of the temperature control sensor and how it is kept warm. If there is a discrepancy between the set temperature of the nozzle and the actual resin temperature, it is necessary to control the actual resin temperature. If the temperature of the nozzle is too high, drolling and stringing will occur, and if it is too low, cold slugs will easily occur.
(2) Cylinder rear temperature
The temperature at the rear of the SUMIKASUPER LCP cylinder should be lower than that at the front of the cylinder. For the E5000 series, set it to 330-360°C, for the E4000 series, set it to 310-340°C, and for the E6000, SV6000, SR1000, E6000HF, SV6000HF, SZ6000HF, and SR2000 series, set it to 280-320°C. If the temperature at the rear of the cylinder is high, the resin will tend to backflow into the hopper, making it difficult to stabilize the measurement.
Figure 4-1-2 Dependence of tensile strength on molding temperature
Injection pressure and injection speed
(1) Injection pressure
SUMIKASUPER LCP has a low melt viscosity and excellent fluidity, so it does not require a high injection pressure. For example, the E6000 series shows sufficient fluidity even at low pressures of around 40 MPa by raising the molding temperature to 350°C or higher. In addition, because the resin solidifies quickly, the tensile strength hardly changes even if the holding pressure is changed in the range of 65 to 160 MPa.
(2) Injection speed
For thin-walled products with complex shapes, molding at a medium to high injection speed is recommended. Also, when molding ultra-thin-walled products (0.2 mm or less), the resin may solidify in the thin-walled area and sufficient flow length may not be obtained, so use a molding machine with excellent injection speed startup characteristics (see High-Speed Molding Technology).
SUMIKASUPER LCP can be molded at a single injection speed, but in order to prevent jetting from the nozzle, it is also effective for stable molding to slow down the filling speed when passing through the sprue or runner, fill at a high speed when passing through the gate, and then slow down the filling speed just before the end of filling.
If the welds in a relatively thick product pose a problem, a medium to low speed of 20 to 60 mm/sec is appropriate, taking into consideration the air vents in the mold.
Mold Temperature
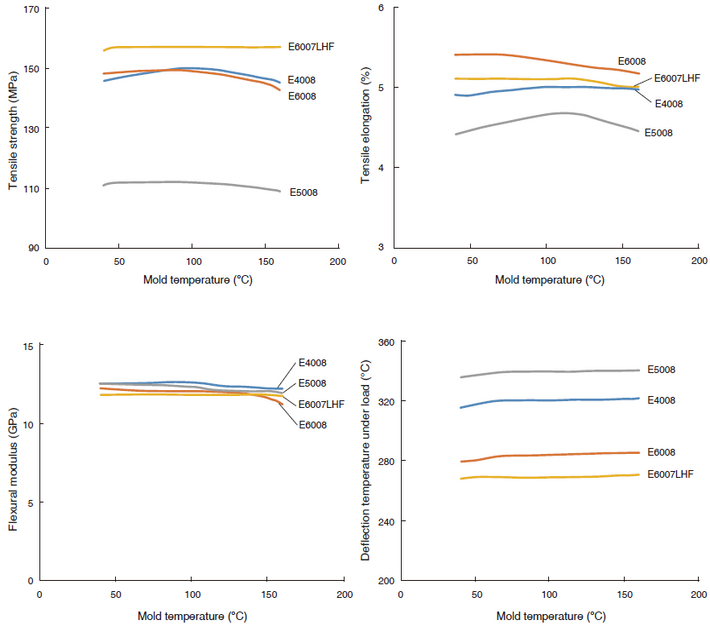
SUMIKASUPER LCP has rigid molecules that do not entangle even in the molten state, and the polymer chains are oriented in the direction of flow due to shear during molding. In addition, because the solidification speed is very fast, the oriented state during melting is maintained even when solidified, and the mold temperature has almost no effect on the mechanical properties, so it can be molded over a very wide range of mold temperatures.
When molding thin-walled products, if you prioritize the molding cycle, we recommend setting the temperature at 60 to 100°C, if you consider the flowability and weld strength of thin-walled products, we recommend setting the temperature at 100 to 150°C, and if you prioritize the smoothness of the molded surface, we recommend setting the temperature at 160°C or higher. Also, if the shape is complex and demolding is an issue, set the mold temperature to a lower temperature. The mold surface temperature fluctuates due to various factors other than cooling water, so be sure to measure it when starting up or after making any major setting changes.
Figure 4-1-3 Relationship between mold temperature and physical properties
Metering (Plasticization) Settings
To stabilize metering (plasticization) with SUMIKASUPER LCP, the temperature at the rear of the cylinder should be lower than that at the front of the cylinder. For the E5000 series, set it to 330-360°C, for the E4000 series, set it to 310-340°C, and for the E6000, SV6000, SR1000, E6000HF, SV6000HF, SZ6000HF, and SR2000 series, set it to 280-320°C.
Setting the screw rotation speed to high during metering can shorten the metering time. However, if the screw rotation speed is too fast, it may cause damage to fillers such as glass fiber. For small diameter screws, the metering capacity is determined by the flight depth of the supply section, so please refer to the selection items for molding machines and select an appropriate screw.
The smaller the back pressure, the more stable the measurement, so set it as small as possible.
Suck Back
SUMIKASUPER LCP suck back (screw pressure reduction) should be set to the minimum value if necessary. If the suck back is set too high, air can easily be entrained in the nozzle, which can lead to molding defects such as blisters. Drooling from the nozzle can be controlled by controlling the resin drying temperature and nozzle temperature, and by using a dedicated LCP nozzle if necessary.
Purging Method
SUMIKASUPER LCP has an extremely low melt viscosity compared to other resins, including purging materials, so care must be taken when replacing with purging to ensure that no other resins or purging materials remain. When purging, we recommend lowering the cylinder temperature by about 20 to 30°C compared to normal molding and increasing the melt viscosity of SUMIKASUPER LCP to make it easier to replace. When performing purging, please take into consideration that the E4000 series and E5000 series, which have high processing temperatures SUMIKASUPER may cause smoke, gas ejection, and resin scattering.
Recommended purge materials
Commercially available purging materials can be used for purging SUMIKASUPER LCP, and the following purging materials have been used successfully. Please note that if purging materials are left in a high-temperature cylinder for a long period of time, they may decompose.
- Asaclean PX2 [Asahi Kasei Corporation]
- Z Clean S29 [Nissho Co., Ltd.]
- Celpurge NX-HG [Daicel Miraize Co., Ltd.]
■ If the same grade is used after molding is interrupted
If molding is interrupted for 15 minutes or more, remove the resin from the cylinder and lower the cylinder temperature to about 250°C. When molding is resumed, carry out the purging procedure below. Also, when starting work with the same grade after stopping molding for several hours, carry out the purging procedure below in the same way.
Table 4-1-3 SUMIKASUPER LCP cycle interruption purge and routine shutdown procedures
The stop and restart operations are the procedures for stopping and restarting the molding machine.
If you are starting work using the same grade, please omit steps 5, 6, and 7 below.
| 1. Molding completed | Shoot out all the resin (inside the hopper and cylinder) |
|---|---|
| 2. Add purging material | Purging is performed while still at molding temperature |
| 3. Continue purging | Set the cylinder temperature 20 to 30°C lower than the molding temperature. |
| 4. Resin replacement | After the purging material is used up, immediately add SUMIKASUPER LCP. The inside of the cylinder is replaced with SUMIKASUPER LCP |
| 5. (Exit operation) | Power OFF (possible during cooling) |
| 6. (Resume operation) | Power ON Set the cylinder temperature 20 to 30°C lower than the molding temperature. |
| 7. Pre-purge | Purge with SUMIKASUPER LCP (5 shots or more) while keeping the temperature 20-30°C lower |
| 8. Start of production | After the cylinder temperature is raised (to molding temperature), purging is performed for 5 or more shots with SUMIKASUPER LCP, and production is started. (Note) If changing the color of the same grade, omit 5, 6, and 7 above. |
■When switching to SUMIKASUPER LCP
When changing to a different grade of material once molding is complete, follow these steps:
Table 4-1-4 How to switch from previous resin to SUMIKASUPER LCP
| 1. Molding completed | Shoot out all the resin (inside the hopper and cylinder) |
|---|---|
| 2. Cylinder temperature rise | Set 20 to 30 degrees lower than the molding temperature of SUMIKASUPER LCP |
| 3. Add purging material | After the temperature reaches the set temperature, immediately add the purging material. (Note) After the temperature rises, check that the rotation prevention mechanism is not activated. |
| 4. Resin replacement | After the purging material is used up, immediately add SUMIKASUPER LCP. The inside of the cylinder is replaced with SUMIKASUPER LCP |
| 5. Resume Operation | Set the cylinder temperature to the molding temperature for SUMIKASUPER LCP. |
| 6. Resumption of production | After the cylinder temperature rises, purge with SUMIKASUPER LCP for more than 5 shots and start production. |
Burr characteristics
SUMIKASUPER LCP has fast solidification and high thermal conductivity, making it highly fluid and less likely to produce burrs, making it an ideal material for molding thin-walled, small electronic components.
The results of an evaluation of burr characteristics for SUMIKASUPER LCP are shown in the figure below. This figure shows areas of good molding and areas of poor molding (areas where short shots and burrs occur).
SUMIKASUPER LCP has a wide range of acceptable molding areas where short circuits and burrs do not occur, whereas PPS and PBT are prone to burrs and it is difficult to ensure an acceptable molding area when molding thin walls.
Figure 4-1-4 Mold for evaluating burr characteristics
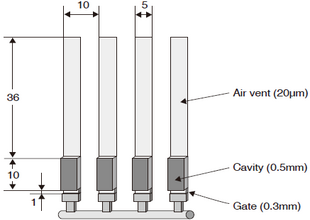
Figure 4-1-5 Comparison of resins in molding areas that do not produce flash
(a) SUMIKASUPER E6008
_en.png)
(b) PPS-GF40%
_en.png)
(c) PBT-GF30%
_en.png)
| Forming machine: | PS10E1ASE manufactured by Nissei Plastics Co., Ltd. |
| Ejection rate: | 32cm3 /sec, |
| Injection pressure: | 100%=200MPa |